
Der Stempel wird als bezeichnet „geformter Schneidstempel“, und der Einsatz wird als bezeichnet „Toreinsatz oder Einlass“, Das ist eine sehr wichtige Existenz im strukturellen Design des Stanzwerkzeuge. Solange es hier ein kleines Problem gibt, Dies wirkt sich direkt auf die Produktqualität aus.
Konstruktionsprinzip und Strukturtheorie von Schneidstempeln
Es gibt viele Formen von Stempeln in der Form, und es gibt nationale Normen für Stanzstrukturen mit kreisförmigem Querschnitt. Für die Stanzstruktur mit nicht kreisförmigem Querschnitt, Es muss entsprechend der Form des Produkts bestimmt werden, die Materialien, Schneidvorgang.
1 Der Aufbau des Rundstempels
Derzeit, Die üblichen kreisförmigen Stempelstrukturen in der Form sind wie folgt:

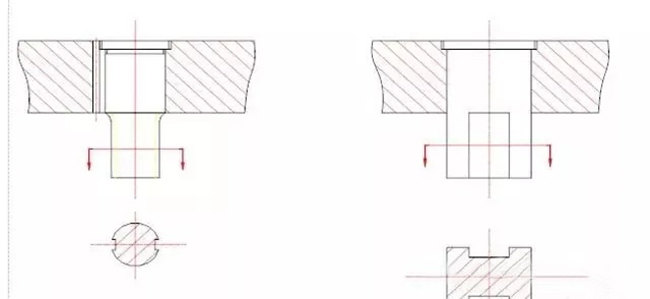
Für Rundstanzer, es kann einfach verstanden werden als „A“ Schläge und „T“ Schläge. Der Unterschied besteht darin, dass der Stempel zuerst geteilt wird, zweite, und dritte Schritte. Bei relativ großen Stanzungen wird im Allgemeinen eine T-Stanze verwendet, während A-Stanze zu einer modifizierten Version von T-Stanze gehört und in der kleineren Position des Stanzens verwendet wird.
Wenn die Dicke des Stanzmaterials und der Lochdurchmesser der Struktur des kleinen Lochers ähneln, um die Längsbiegefestigkeit zu verbessern, Die Form der Schirmhülsenstruktur wird übernommen. Wie in der Abbildung unten gezeigt:

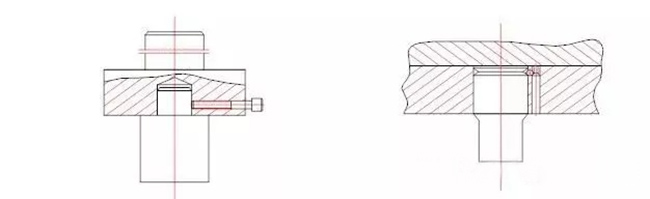
Wenn die Teile sehr groß sind oder Platz zum Ausschneiden vorhanden ist, Der Stempel nimmt häufig die Strukturform der folgenden Abbildung an, um Festigkeit und einfache Installation zu gewährleisten.

2 Unrunde Stanzstruktur
Der unrunde Stempel muss die Form entsprechend dem Schneidprozess bestimmen, aber wir können es richtig als rund und eckig verstehen. Wenn das Werkstück zur Kategorie Kreis gehört, Der feste Teil des Stempels kann zylindrisch ausgeführt werden; Wenn das Werkstück zur Quadratklasse gehört, Der feste Teil des Stempels ist ebenfalls quadratisch ausgeführt.
Um die Komplexität der Stempelherstellung zu reduzieren, kann die folgende Abbildung genutzt werden, und nichtzylindrische Stempel, die mit zylindrischen Formen befestigt werden, sollten auf die Positionierung des Stempels achten. Allgemein, Reitnähnadeln werden verwendet, um die Drehung der konvexen Maschine zu verhindern.
3 Die feste Form des Schlages
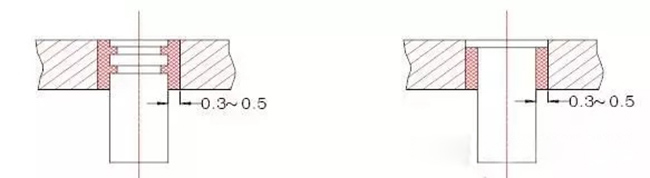
Die gebräuchlichste Methode ist die Fixierung des Schlages mit einer Schiene, und zwischen dem Stempel und der Schiene wird eine Spaltpassung verwendet. Der Spalt kann entsprechend der Genauigkeit und Dicke der Form entsprechend skaliert werden, und im Allgemeinen 0,01 mm auf einer Seite.
Der Stempel kann in eine Montagestufenform gebracht werden (größerer Durchmesser). Allgemein, Kleine und mittlere Stempel werden in Form von Nietköpfen befestigt. Insbesondere Mehrkopfmatrizen, bei geringem Abstand zueinander, Die Stufenstruktur stört sich gegenseitig, und die Nietkopfstruktur ist relativ kompakt.
Es ist auch möglich, den Stempel direkt mit der oberen Formbasis zu fixieren. Dies wird im Allgemeinen zum Ausschneiden größerer Werkstücke zur Fixierung verwendet. Eine gute Option ist es auch, einen Schlag in einen Schnellspanner einzubauen. Austauschbarer Stempel, Wird hauptsächlich für besonders verschleißanfällige Stempel und einige kleine Stempel in großen Stanzformen verwendet. Denn diese Stempel können leicht beschädigt werden und müssen häufig ausgetauscht werden.
Durch den Betrieb und Austausch dieser Struktur kann ein schneller Austausch erreicht werden, ohne dass die gesamte Oberform zerlegt werden muss, Dadurch kann der Schimmelreparaturzyklus besser verkürzt werden. Zusätzlich, Es gibt auch die Methode der Leimfüllung, was heutzutage im Allgemeinen nicht mehr oft verwendet wird, Deshalb gehen wir hier nicht näher darauf ein. Die Details sind wie folgt:
4 Bestimmung der Stempellänge
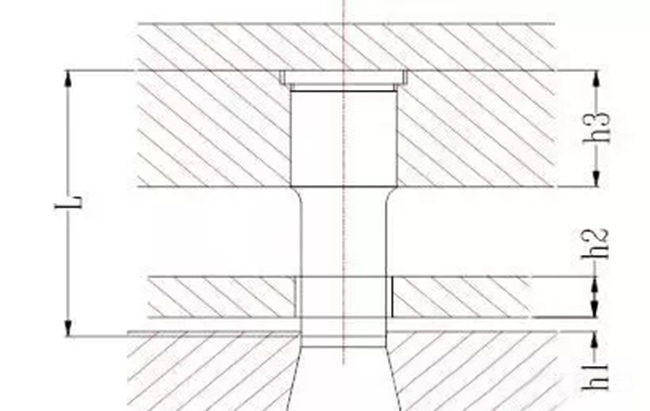
Die Länge des Stempels richtet sich im Allgemeinen nach der Struktur der Prägeform. Und theoretisch wird es anhand der Dicke der oberen Formschablone bestimmt. Im Allgemeinen, Je kürzer, desto niedriger, desto besser, bevor die baulichen und nutzungstechnischen Anforderungen erfüllt werden. Die Länge des Stempels kann wie folgt berechnet werden
L=h1+h2+h3+(10~20)(mm)
h1——Dicke des Führungslineals(mm)
h2——Polsterstärke(mm)
h3——Feste Plattenstärke stanzen(mm)
Die 10–20 mm in der Formel beinhalten die Tiefe des Stempels im Einlass, die Schleifmenge des Stempels, und der Abstand zwischen Austragsplatte und Stempelschiene im geschlossenen Zustand der Prägeform. Die Länge des Stempels sollte während des Entwurfs entsprechend der unterschiedlichen Struktur und den Anforderungen der Stanzform geändert werden.
Unter normalen Umständen, Stärke und Härte des Stempels müssen nicht berechnet werden, Nur wenn der Stempelabschnitt sehr klein ist und das zu stanzende Material sehr dick und hart ist, Es ist notwendig, die Festigkeit und Härte des Stempels zu überprüfen.
Allgemein, Das Design der Stempelstruktur ist in der Stanzform sehr wichtig, Und Präzisions-Hartmetallstempel Auch die Herstellung mit hoher Präzision ist sehr wichtig.