
Le poinçon est appelé « poinçon de coupe formé », et l'insert est appelé « insert de portail ou entrée », ce qui est une existence très importante dans la conception structurelle du outils de poinçonnage d'estampage. Tant qu'il y a un petit problème ici, cela affectera directement la qualité du produit.
Principe de conception des poinçons de coupe et théorie de la structure des poinçons
Il existe de nombreuses formes de poinçons dans le moule, et il existe des normes nationales pour les structures de poinçonnage à section circulaire. Pour la structure de poinçon de section non circulaire, il doit être déterminé en fonction de la forme du produit, les matériaux, processus de coupe.
1 La structure du poinçon rond
À l'heure actuelle, les formes courantes de structure de poinçon circulaire dans le moule sont les suivantes:

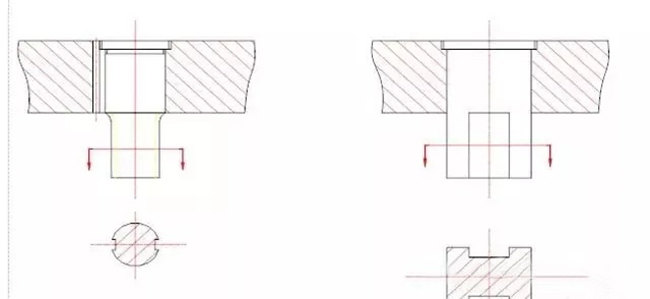
Pour poinçons ronds, cela peut être simplement compris comme « UN » coups de poing et « T » coups de poing. La différence est que le poinçon est divisé en premier, deuxième, et troisièmes étapes. Le poinçon en T est généralement utilisé dans le cas de poinçonnage relativement important, tandis que le poinçon A appartient à une version modifiée du poinçon T et est utilisé dans la plus petite position de poinçonnage.
Lorsque l'épaisseur du matériau de poinçonnage et le diamètre du trou sont similaires à la structure du poinçon à petits trous, afin d'améliorer la résistance à la flexion longitudinale, la forme de la structure du manchon de protection est adoptée. Comme le montre la figure ci-dessous:

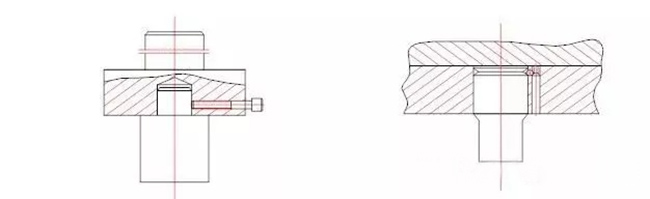
Si les pièces sont très grandes ou s'il y a de la place pour le découpage, le poinçon adopte souvent la forme structurelle de la figure ci-dessous pour garantir la solidité et une installation facile.

2 Structure de poinçon non circulaire
Le poinçon non circulaire doit déterminer la forme en fonction du processus de découpe, mais nous pouvons bien le comprendre comme étant rond et carré. Si la pièce appartient à la catégorie circulaire, la partie fixe du poinçon peut être réalisée cylindrique; Si la pièce appartient à la classe carrée, la partie fixe du poinçon est également réalisée en carré.
La figure suivante peut être utilisée pour réduire la complexité de la fabrication des poinçons, et les poinçons non cylindriques fixés avec des formes cylindriques doivent faire attention au positionnement du poinçon. En général, des épingles à coudre sont utilisées pour empêcher la rotation de la machine convexe.
3 La forme fixe du poinçon
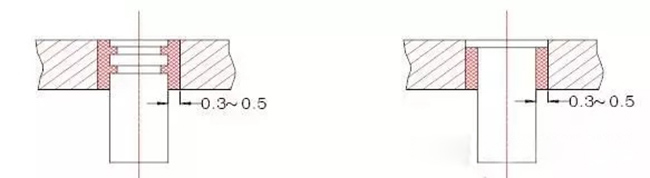
La méthode la plus courante consiste à fixer le poinçon avec une attelle, et un ajustement d'espace est utilisé entre le poinçon et l'attelle. L'écart peut être adapté de manière appropriée en fonction de la précision et de l'épaisseur du moule., et généralement 0,01 mm d'un côté.
Le poinçon peut être transformé en une forme d'étape d'assemblage (plus grand diamètre). En général, les poinçons de petite et moyenne taille sont fixés sous forme de têtes de rivets. Surtout les matrices multi-têtes, en cas de faible distance entre eux, la structure des marches interférera les unes avec les autres, et la structure de la tête de rivetage est relativement compacte.
Il est également possible de fixer le poinçon directement avec le fond de moule supérieur. Ceci est généralement utilisé pour découper des pièces plus grandes pour la fixation.. Faire un poinçon dans un insert à dégagement rapide est également une bonne option. Poinçon remplaçable, principalement utilisé pour les poinçons particulièrement sujets à l'usure et pour certains petits poinçons dans les grandes matrices d'estampage. Parce que ces poinçons sont facilement endommagés et doivent être remplacés fréquemment.
Le fonctionnement et le remplacement de cette structure permettent d'obtenir un remplacement rapide sans démonter l'ensemble du moule supérieur., ce qui peut mieux réduire le cycle de réparation des moisissures. En outre, il y a aussi la méthode d'utilisation du remplissage de colle, qui n'est généralement pas beaucoup utilisé maintenant, nous n'entrerons donc pas dans les détails ici. Les détails sont les suivants:
4 Détermination de la longueur du poinçon
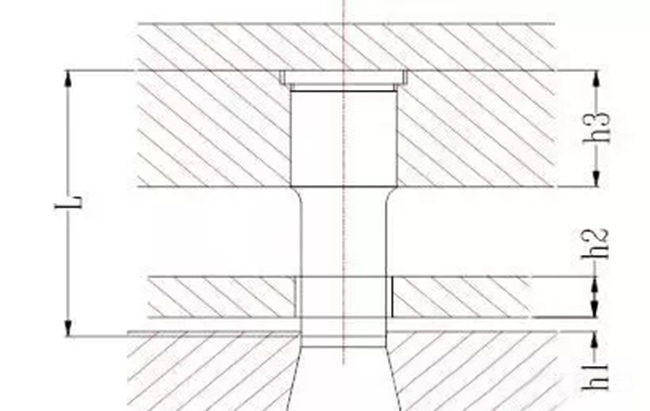
La longueur du poinçon est généralement déterminée en fonction de la structure du moule d'emboutissage. Et théoriquement, cela est déterminé en regardant l'épaisseur du gabarit supérieur du moule.. En général, plus c'est court, plus c'est bas, mieux c'est avant de répondre aux exigences structurelles et d'utilisation. La longueur du poinçon peut être calculée comme suit
L=h1+h2+h3+(10~20)(mm)
h1——Épaisseur de la règle de guidage(mm)
h2——Épaisseur du tampon(mm)
h3——Épaisseur de plaque fixe du poinçon(mm)
Les 10 ~ 20 mm dans la formule incluent la profondeur du poinçon dans l'entrée, la quantité de broyage du poinçon, et la distance entre la plaque de décharge et l'attelle de poinçon à l'état fermé du moule d'estampage. La longueur du poinçon doit être modifiée en fonction des différentes structures et exigences du moule d'emboutissage lors de la conception.
Dans des circonstances normales, la résistance et la dureté du poinçon n'ont pas besoin d'être calculées, seulement lorsque la section du poinçon est très petite et que le matériau à poinçonner est très épais et dur, il faut vérifier la solidité et la dureté du poinçon.
En général, La conception de la structure du poinçon est très importante dans le moule d'estampage, et poinçons de précision en carbure faire avec une haute précision est également très important.