
Il punzone viene chiamato “punzone da taglio formato”, e l'inserto è denominato “inserto o ingresso del cancello”, che è un'esistenza molto importante nella progettazione strutturale del strumenti di punzonatura per stampaggio. Finché c'è qualche piccolo problema qui, influenzerà direttamente la qualità del prodotto.
Principio di progettazione dei punzoni da taglio e teoria della struttura dei punzoni
Esistono molte forme di punzoni nello stampo, ed esistono standard nazionali per le strutture a punzone con sezione trasversale circolare. Per la struttura del punzone di sezione non circolare, deve essere determinato in base alla forma del prodotto, i materiali, processo di taglio.
1 La struttura del punzone tondo
Attualmente, le forme comuni della struttura del punzone circolare nello stampo sono le seguenti:

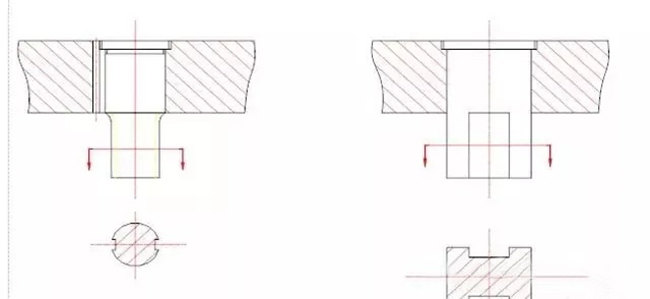
Per punzoni rotondi, può essere semplicemente inteso come “UN” pugni e “T” pugni. La differenza è che il pugno è diviso per primo, secondo, e terzi passi. Il punzone a T viene generalmente utilizzato nel caso di punzonature relativamente grandi, mentre il punzone A appartiene ad una versione modificata del punzone a T e viene utilizzato nella posizione più piccola di punzonatura.
Quando lo spessore del materiale di punzonatura e il diametro del foro sono simili alla struttura del foro piccolo, per migliorare la resistenza alla flessione longitudinale, viene adottata la forma della struttura del manicotto dello scudo. Come mostrato nella figura seguente:

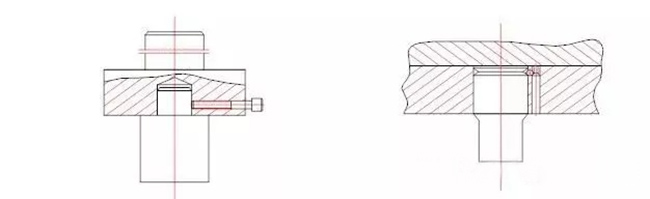
Se le parti sono molto grandi o c'è spazio per la tranciatura, il punzone spesso adotta la forma della struttura della figura seguente per garantire robustezza e facilità di installazione.

2 Struttura del punzone non circolare
Il punzone non circolare deve determinare la forma in base al processo di taglio, ma possiamo intenderlo propriamente come rotondo e quadrato. Se il pezzo appartiene alla categoria circolare, la parte fissa del punzone può essere realizzata cilindrica; Se il pezzo appartiene alla classe quadrata, anche la parte fissa del punzone viene squadrata.
La figura seguente può essere utilizzata per ridurre la complessità della produzione dei punzoni, e i punzoni non cilindrici fissati con forme cilindriche devono prestare attenzione al posizionamento del punzone. Generalmente, Gli spilli da cucito vengono utilizzati per impedire la rotazione della macchina convessa.
3 La forma fissa del pugno
Il metodo più comune è fissare il punzone con una stecca, e viene utilizzato uno spazio di adattamento tra il punzone e la stecca. Lo spazio può essere opportunamente ridimensionato in base alla precisione e allo spessore dello stampo, e generalmente 0,01 mm su un lato.
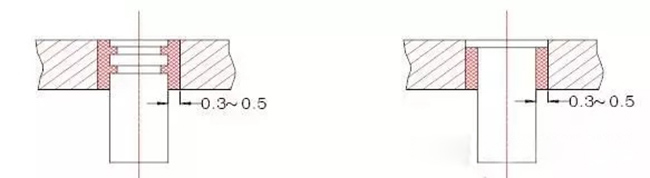
Il punzone può essere trasformato in una forma a gradino di assemblaggio (diametro maggiore). Generalmente, i punzoni di piccole e medie dimensioni sono fissati sotto forma di teste di rivetti. Soprattutto stampi multitesta, nel caso di una piccola distanza tra loro, la struttura dei gradini interferirà tra loro, e la struttura della testa di rivettatura è relativamente compatta.
È anche possibile fissare il punzone direttamente al portastampo superiore. Questo viene generalmente utilizzato per tranciare pezzi più grandi per il fissaggio. Anche inserire un punzone in un inserto a sgancio rapido è una buona opzione. Punzone sostituibile, utilizzato principalmente per punzoni particolarmente soggetti a usura e alcuni piccoli punzoni in matrici di grandi dimensioni. Perché questi punzoni si danneggiano facilmente e devono essere sostituiti frequentemente.
Il funzionamento e la sostituzione di questa struttura possono ottenere una sostituzione rapida senza smontare l'intero stampo superiore, che può ridurre meglio il ciclo di riparazione dello stampo. Inoltre, esiste anche il metodo di utilizzo del riempimento con colla, che generalmente non è molto utilizzato ora, quindi non entreremo nei dettagli qui. I dettagli sono i seguenti:
4 Determinazione della lunghezza del punzone
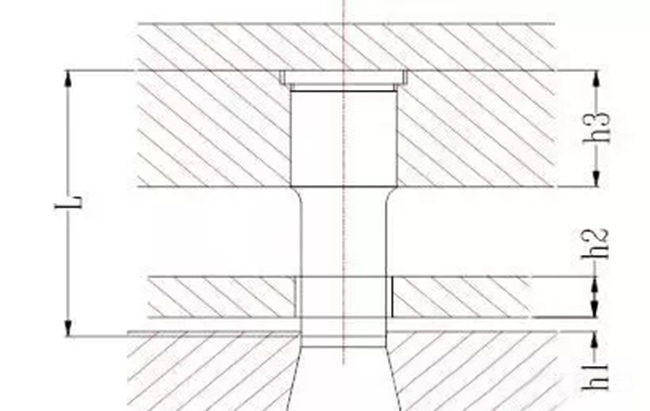
La lunghezza del punzone è generalmente determinata in base alla struttura dello stampo di stampaggio. E teoricamente si determina osservando lo spessore della sagoma dello stampo superiore. Generalmente, più è corto, più è basso, meglio è prima di soddisfare i requisiti strutturali e di utilizzo. La lunghezza del punzone può essere calcolata come segue
L=h1+h2+h3+(10~20)(mm)
h1——Spessore del righello guida(mm)
h2——Spessore del cuscinetto(mm)
h3——Punzona lo spessore della piastra fissa(mm)
I 10~20 mm nella formula includono la profondità del punzone nell'ingresso, la quantità di macinazione del punzone, e la distanza tra la piastra di scarico e la stecca del punzone nello stato chiuso dello stampo di stampaggio. La lunghezza del punzone deve essere modificata in base alla diversa struttura e ai requisiti dello stampo per stampaggio durante la progettazione.
In circostanze normali, non è necessario calcolare la resistenza e la durezza del punzone, solo quando la sezione del punzone è molto piccola ed il materiale da forare è molto spesso e duro, è necessario verificare la resistenza e la durezza del punzone.
Generalmente, La progettazione della struttura del punzone è molto importante nello stampo per stampaggio, E punzoni di precisione in metallo duro anche la realizzazione con alta precisione è molto importante.