CNC研削 通常は次の目的で使用されます 高精度部品の研削. CNC研削について語る, さまざまな種類があります CNC研削技術. 例えば, プロファイル研削, 平面研削, センタレス研削, 回転研削, 内面円筒研削と外面円筒研削.
CNC研削部品にはさまざまな種類の材料があります. ステンレス鋼は最もよく使用される材料です. タングステンカーバイドもあります, ハイス鋼, アルミニウム & アルミニウム合金, 真鍮 & 真鍮合金, 等.
次に、研削技術のいくつかを見てみましょう.
CNCプロファイル研削技術
Profile grinding Service 高度な機械工が光学式輪郭研削盤を操作して加工部品を研削する加工技術です。. プロファイル研削盤はプロファイルグラインダーとも呼ばれます. 通常の研削盤では加工できない曲面や溝などの特殊形状部品の研削が可能です。. 部品の表面を非常に光沢のある鏡面仕上げにすることができます。. でも値段も高いし. プロファイルグラインダーは高価です, およびそれに関連する砥石にも高い要件があります. 洗練された研削盤の技術者も訓練に時間がかかります.
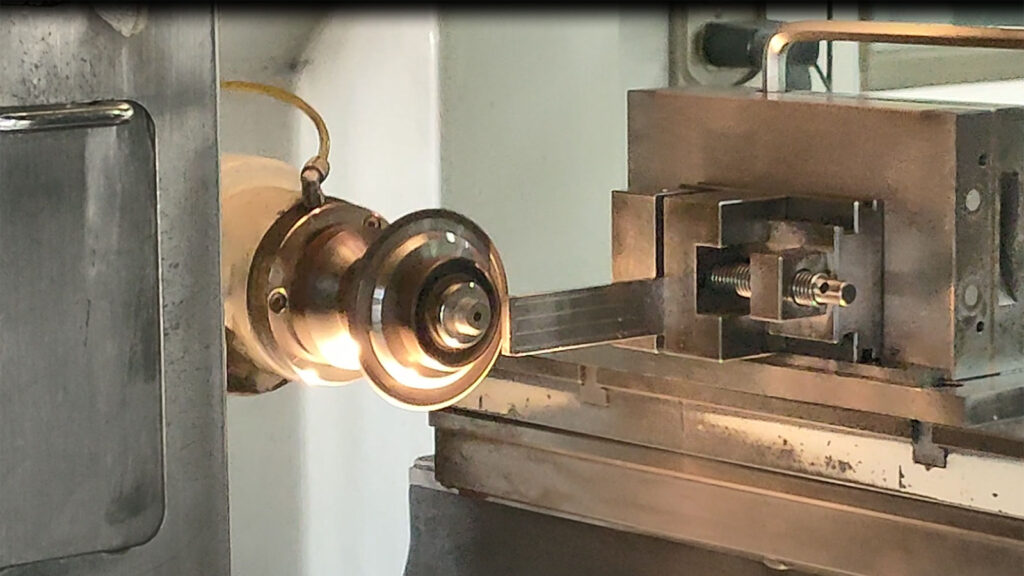
それで CNCプロファイル研削 is mainly used to grind the custom made high-precision components with high tolerance +/-0.001mm and with high finish requirements. 炭化タングステン部品などの難削材の研削にも適しています。.
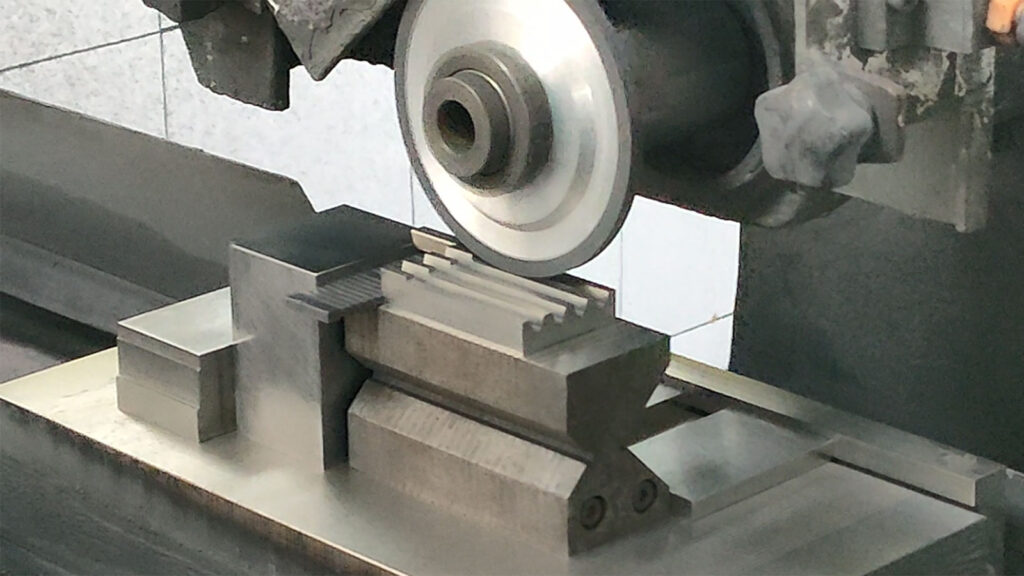
CNC平面研削技術
CNC平面研削加工 CNCプロファイル研削よりも広く使用されています. CNC平面研削盤または平面研削盤を使用して精密部品を研削します。. のために使用されます 平面研削 形状仕上げと面平行度と仕上げの関係.
熟練した機械工によるCNC平面研削による, 最大仕上げはR0.05です. 加工精度も+-1um以内に制御可能. 最小溝は0.07mm、最適逃げ角はR0.01です。.
Surface grinding carbide is mostly used the carbide punches and carbide die inserts’ 研削.
It can satisfy all kinds of ultra-precision stamping die components processing.
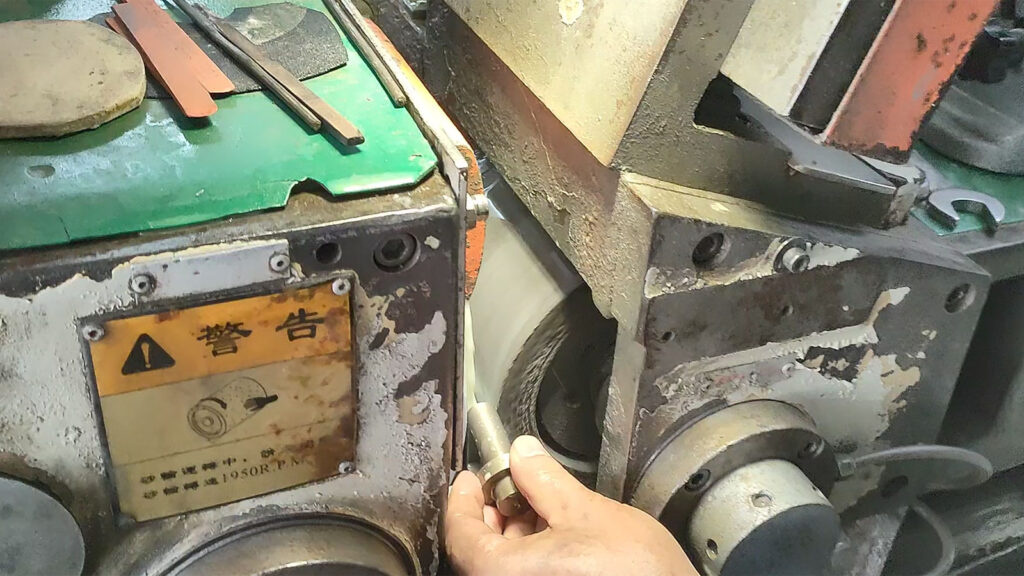
センタレス研削技術
センタレス研削 異なる速度で同じ方向に回転する 2 つのホイールの間で、研磨切削を使用してワークピースから材料を除去する加工プロセスです。.
センタレス研削付, 真円度は最大0.001mmに達します, 表面粗さはRa0.05mm以内に達します, 精度は0.001mmに達します.
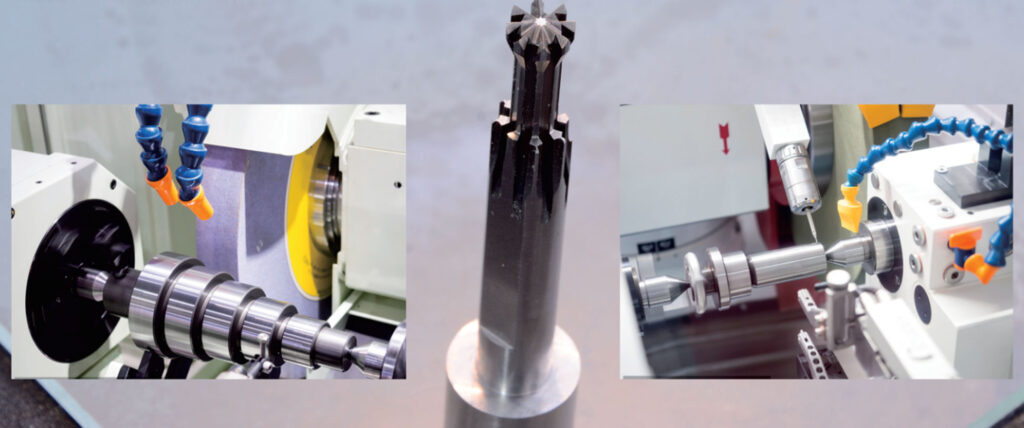
回転研削技術
外面・内面円筒研削技術
回転研削 の一般名です 円筒研削. 外面円筒研削と内面円筒研削が含まれます。.
外径円筒研削加工:
外径円筒研削加工 主にワークの外面やシャフト肩端面の研削に使用されます。, 外周円周と外周円錐の精密研削.
おねじの径を小さくしたり、テーパーを付けたりするのにも使用できます。, または一般的なバリ取りと仕上げ用.
内面円筒研削加工:
内面円筒研削加工 主に内穴表面を滑らかに仕上げるために使用され、その端面は円筒形で形成されています。, 円錐形の, または他の丸い形状の要素.
小径化にも使用可能, 雌ねじをテーパまたは面取りする, または一般的なバリ取りと仕上げ用.
上記研削はすべてデジタル自動またはデジタル半自動研削加工です. 従来の手動研磨機もいくつかあります. しかし、今日では手動研削では高精度の要件を満たすことができません.
CNC研削サービス
あ CNC研削サービスメーカー さまざまな種類の研削技術に熟練している必要があります. プロファイル研削サービスも提供可能, 平面研削サービス, センタレス研削サービスと円筒研削サービス.
以上がすべてです 高精度CNC研削サービス. CNC研削技術およびCNC研削サービスについて話し合うために私達に連絡することを歓迎します.