
パンチと呼ばれるのは、 “成形カッティングパンチ”, そしてインサートは次のように呼ばれます “ゲートインサートまたは入口”, の構造設計において非常に重要な存在です。 スタンピングパンチツール. ここに少し問題がある限り, 製品の品質に直接影響します.
カッティングパンチの設計原理とパンチ構造理論
金型にはさまざまな形状のパンチが存在します, 円形断面のパンチ構造に関する国家規格もあります。. 非円形断面のパンチ構造の場合, 製品の形状に応じて決定する必要があります, 材料, 切断工程.
1 丸パンチの構造
現在のところ, 金型内の一般的な円形パンチ構造の形状は次のとおりです。:

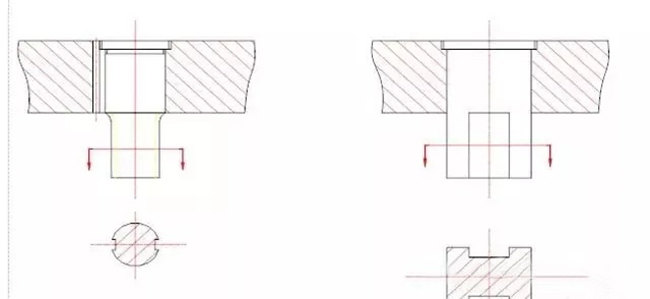
丸パンチ用, それは単純に次のように理解できます “あ” パンチと “T” パンチ. 違いはパンチが最初に分かれていることです。, 2番, そして3番目のステップ. Tパンチは比較的大きなパンチの場合に一般的に使用されます。, 一方、A パンチは T パンチの改良バージョンに属し、パンチの小さい位置で使用されます。.
パンチング素材の厚みと穴径が小穴パンチ構造と同等の場合, 縦方向の耐屈曲性を向上させるため, シールドスリーブ構造形状を採用. 下図に示すように:

パーツが非常に大きい場合、またはブランクスペースがある場合, パンチは強度と取り付けの容易さを確保するために、下図の構造形式を採用することがよくあります。.

2 非円形パンチ構造
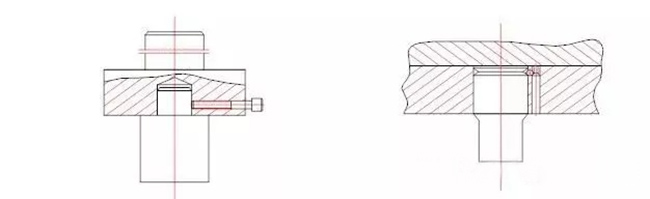
非円形パンチは切断工程に合わせて形状を決める必要がある, でも丸と四角として正しく理解できます. ワークが円形カテゴリに属する場合, パンチの固定部分を円筒状にすることも可能; ワークが正方形クラスの場合, パンチの固定部分も四角く仕上げています.
次の図を使用すると、パンチ製造の複雑さを軽減できます。, 円筒形状で固定された非円筒パンチは、パンチの位置に注意する必要があります。. 一般的に, 乗りミシンピンはコンベックスミシンの回転を防ぐために使用されます。.
3 パンチの定型
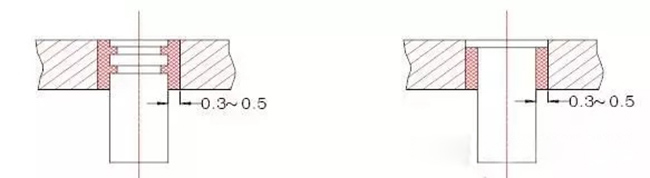
最も一般的な方法はパンチを添え木で固定することです, パンチとスプリントの間にはギャップフィットが使用されます. 金型の精度や厚みに応じてギャップを適切にスケール調整可能, 一般的に片側0.01mm.
パンチを組立段階形状に製作可能 (より大きな直径). 一般的に, 中小型のパンチはリベット頭の形で固定されます. 特にマルチヘッドダイ, お互いの距離が近い場合, ステップ構造同士が干渉してしまう, リベット頭の構造は比較的コンパクトです.
パンチを上型ベースに直接固定することも可能. これは通常、固定のために大きなワークピースをブランキングするために使用されます. パンチをインサートのクイックリリースにすることも良い選択肢です. 交換式パンチ, 主に、特に摩耗しやすいパンチや、大きなスタンピングダイの一部の小さなパンチに使用されます。. これらのパンチは破損しやすいため、頻繁に交換する必要があります.
この構造の操作・交換により、上型全体を分解することなく迅速な交換が可能となります。, 金型の修理サイクルをより短縮できる. 加えて, 接着剤で埋める方法もあります, 現在では一般的にはあまり使用されません, ここでは詳しく説明しません. 詳細は以下の通り:
4 パンチ長さの決定
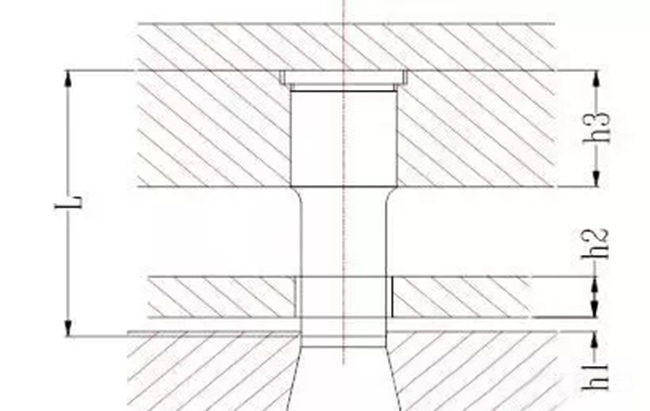
パンチの長さは、通常、プレス金型の構造に応じて決定されます。理論的には、上型テンプレートの厚さを見て決定されます。. 一般的に, 構造要件と使用要件を満たす前に、短いほど低いほど良い. パンチの長さは次のように計算できます。
L=h1+h2+h3+(10~20)(mm)
h1——ガイド定規の厚さ(mm)
h2——パッドの厚さ(mm)
h3——パンチ固定板厚(mm)
式中の10~20mmには入口へのパンチの深さも含まれます, パンチの研ぎ量, プレス金型が閉じた状態での排出プレートとパンチスプリント間の距離. パンチの長さは、設計時にスタンピング金型のさまざまな構造や要件に応じて変更する必要があります。.
通常の状況では, パンチの強度と硬さを計算する必要はありません, パンチの断面が非常に小さく、打ち抜く材料が非常に厚く硬い場合のみ, パンチの強度と硬さを確認する必要があります.
一般的に, プレス金型においてはパンチ構造の設計が非常に重要です, そして 精密超硬パンチ 精度の高いものづくりも重要.