
Удар называется «формованный режущий пуансон», и вставка называется «вставка или вход ворот», что очень важно при структурном проектировании Штамповать инструменты для ударов. Пока здесь есть небольшая проблема, это напрямую повлияет на качество продукции.
Принцип конструкции режущих пуансонов и теория структуры пуансонов
В форме существует множество форм пуансонов., и существуют национальные стандарты на пуансонные конструкции круглого сечения. Для конструкции пуансона некруглого сечения, его нужно определять по форме изделия, материалы, процесс резки.
1 Строение круглого пуансона
В настоящий момент, распространенные формы круглой структуры пуансона в форме следующие::

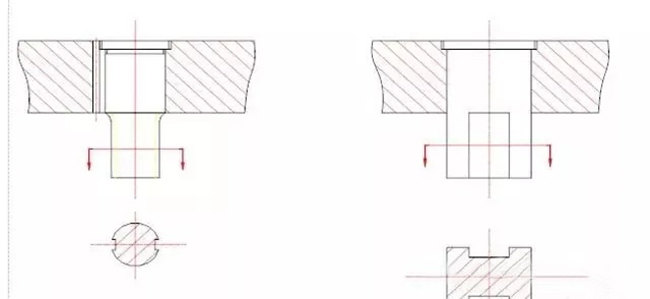
Для круглых пуансонов, это можно просто понять как «А» удары и «Т» удары руками. Разница в том, что удар делится на первые, второй, и третьи шаги. Т-образный пуансон обычно используется в случае относительно больших штамповок., в то время как удар A принадлежит к модифицированной версии удара T и используется в меньшем положении штамповки..
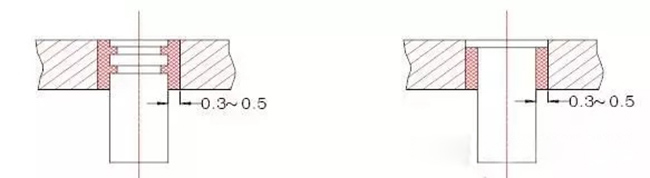
Когда толщина штамповочного материала и диаметр отверстия аналогичны конструкции дырокола малого размера., для улучшения сопротивления продольному изгибу, принята форма структуры защитной втулки. Как показано на рисунке ниже:

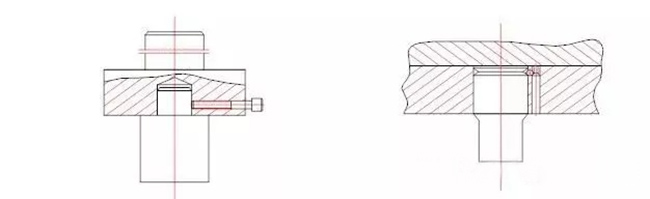
Если детали очень большие или есть место для вырубки, пуансон часто имеет структуру, показанную на рисунке ниже, чтобы обеспечить прочность и простоту установки..

2 Некруглая структура пуансона
Некруглый пуансон должен определять форму в соответствии с процессом резки., но мы можем правильно понять это как круглое и квадратное. Если заготовка относится к круговой категории, неподвижную часть пуансона можно выполнить цилиндрической; Если заготовка относится к классу квадратов, неподвижную часть пуансона также делают квадратной.
Следующий рисунок можно использовать для упрощения изготовления пуансона., и нецилиндрических пуансонов, закрепленных цилиндрической формой, следует обратить внимание на расположение пуансона.. В целом, верхние швейные булавки используются для предотвращения вращения выпуклой машины..
3 Фиксированная форма удара
Самый распространенный метод – фиксация перфоратора шиной., между пуансоном и шиной используется посадка с зазором. Зазор можно соответствующим образом масштабировать в зависимости от точности и толщины формы., и обычно 0,01 мм с одной стороны.
Пуансону можно придать форму этапа сборки. (больший диаметр). В целом, мелкие и средние пуансоны закрепляются в виде головок заклепок. Особенно многоголовочные матрицы, в случае небольшого расстояния между собой, ступенчатая структура будет мешать друг другу, а конструкция клепальной головки относительно компактна..
Также возможно крепление пуансона непосредственно к верхнему основанию формы.. Обычно это используется для вырубки больших заготовок для фиксации.. Сделать пуансон в быстросъемной вставке тоже хороший вариант.. Сменный пуансон, в основном используется для пуансонов, которые особенно склонны к износу, а также для некоторых небольших пуансонов в больших штампах.. Поскольку эти пуансоны легко повредить и их необходимо часто заменять..
Эксплуатация и замена этой конструкции позволяют обеспечить быструю замену без разборки всей верхней формы., что может лучше сократить цикл ремонта пресс-формы. Кроме того, есть еще способ с использованием клеевой заливки, который сейчас обычно мало используется, поэтому мы не будем здесь вдаваться в подробности. Подробности следующие::
4 Определение длины пуансона
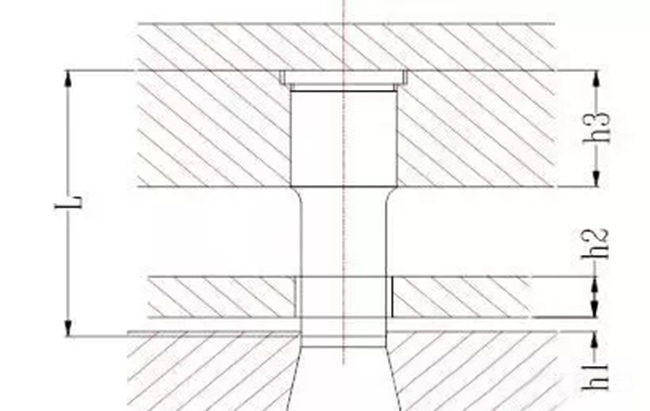
Длина пуансона обычно определяется в зависимости от конструкции штамповочной формы. И теоретически это определяется по толщине верхнего шаблона формы.. В общем, чем короче, тем ниже, тем лучше, прежде чем отвечать структурным и эксплуатационным требованиям. Длину пуансона можно рассчитать следующим образом.
L=h1+h2+h3+(10~20)(мм)
ч1——Толщина направляющей линейки(мм)
ч2——Толщина колодки(мм)
h3——Толщина фиксированной пластины пуансона(мм)
10–20 мм в формуле включают глубину прокола во входное отверстие., степень измельчения пуансона, и расстояние между разгрузочной пластиной и планкой пуансона в закрытом состоянии штамповочной формы.. Длина пуансона должна быть изменена в соответствии с различной структурой и требованиями штамповочной формы во время проектирования..
В обычных обстоятельствах, прочность и твердость пуансона рассчитывать не нужно, только тогда, когда сечение пуансона очень маленькое, а пробиваемый материал очень толстый и твердый, необходимо проверить прочность и твердость пуансона.
В целом, Конструкция пуансона очень важна для штамповочной формы., и точные карбидные удары изготовление с высокой точностью также очень важно.